


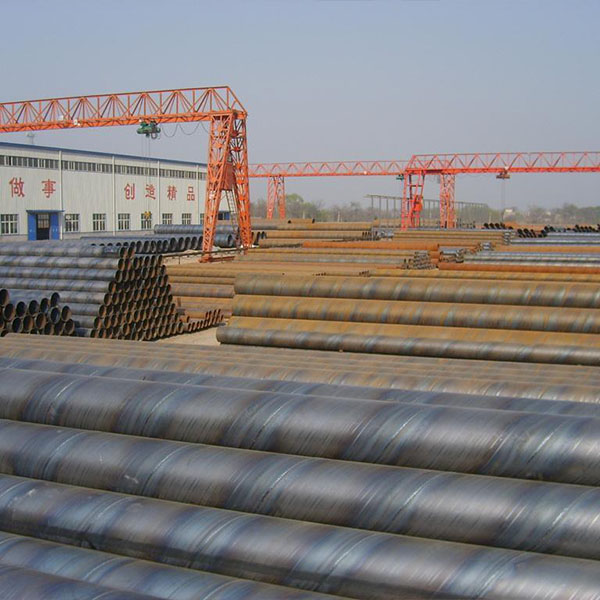
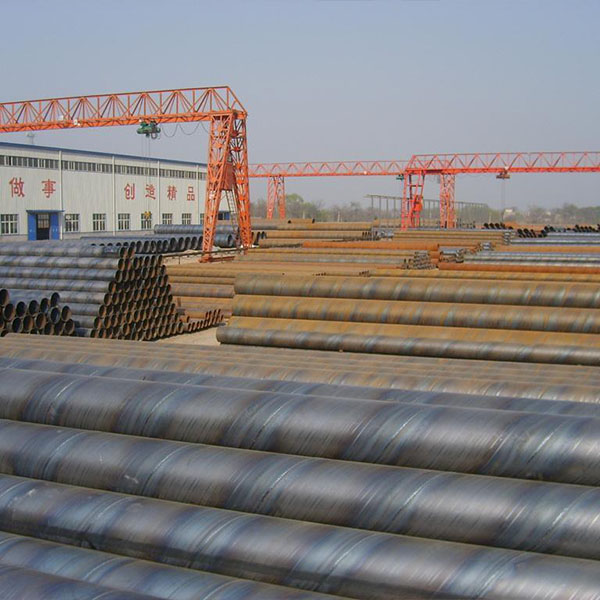
Q235B Tiub Lingkaran


Piawaian yang biasa digunakan untuk paip keluli lingkaran secara amnya dibahagikan kepada: SY/T5037-2000 (standard Kementerian, juga dipanggil paip keluli dikimpal arka terendam kelim lingkaran untuk saluran paip pengangkutan bendalir biasa), GB/T9711.1-1997 (standard Kebangsaan, juga dipanggil paip keluli penghantaran industri minyak dan gas Bahagian pertama syarat penghantaran teknikal: Paip keluli Gred A (GB/T9711.2 Gred B paip keluli adalah ketat diperlukan), API-5L (Institut Petroleum Amerika, juga dipanggil paip keluli saluran paip; yang dibahagikan kepada dua gred: PSL1 dan PSL2), SY/T5040-92 (Paip keluli dikimpal arka tenggelam lingkaran untuk cerucuk).


(1) Bahan mentah adalah gegelung keluli jalur, wayar kimpalan, dan fluks. Pemeriksaan fizikal dan kimia yang ketat diperlukan sebelum pelaburan.
(2) Sambungan punggung bagi kepala dan ekor keluli jalur, menggunakan kimpalan arka terendam wayar tunggal atau dua wayar, selepas bergelung ke dalam paip keluli, kimpalan arka tenggelam automatik digunakan untuk pembaikan kimpalan.
(3) Sebelum dibentuk, jalur menjalani perataan, pemangkasan tepi, pengetaman tepi, pembersihan dan penghantar permukaan, dan rawatan pra-lentur.
(4) Tolok tekanan sentuhan elektrik digunakan untuk mengawal tekanan silinder pada kedua-dua belah penghantar untuk memastikan penyampaian jalur yang lancar.
(5) Mengamalkan kawalan luaran atau pembentukan gulungan kawalan dalaman.
(6) Peranti kawalan jurang kimpalan digunakan untuk memastikan jurang kimpalan memenuhi keperluan kimpalan, dan diameter paip, jumlah salah jajaran dan jurang kimpalan dikawal dengan ketat.
(7) Kedua-dua kimpalan dalaman dan kimpalan luaran menggunakan mesin kimpalan elektrik American Lincoln untuk kimpalan arka tenggelam satu wayar atau dua wayar, untuk mendapatkan spesifikasi kimpalan yang stabil.
(8) Kimpalan diperiksa oleh instrumen kecacatan automatik ultrasonik berterusan dalam talian, yang menjamin liputan ujian tidak merosakkan 100% bagi kimpalan lingkaran.
(9) Gunakan mesin pemotong plasma udara untuk memotong paip keluli menjadi kepingan individu.
(10) Selepas memotong paip keluli tunggal, tiga paip keluli pertama bagi setiap kelompok hendaklah menjalani sistem pemeriksaan pertama yang ketat untuk memastikan proses membuat paip itu layak sebelum dimasukkan ke dalam pengeluaran secara rasmi.
(11) Bahagian dengan tanda pengesanan kecacatan sonik berterusan pada kimpalan menjalani pemeriksaan semula ultrasonik dan X-ray manual.
(12) Paip di mana jahitan kimpalan punggung keluli jalur dan sambungan berbentuk D yang bersilang dengan jahitan kimpalan lingkaran semuanya diperiksa oleh televisyen sinar-X atau penggambaran.
(13) Setiap paip keluli menjalani ujian tekanan hidrostatik, dan tekanan menggunakan meterai jejari. Tekanan dan masa ujian dikawal dengan ketat oleh peranti pengesanan mikrokomputer hidraulik paip keluli. Parameter ujian dicetak dan direkodkan secara automatik.
(14) Pemesinan hujung paip, supaya menegak muka hujung, sudut serong dan tepi tumpul boleh dikawal dengan tepat.
Kelim lingkaran paip keluli dikimpal arka tenggelam (SY5036-83) untuk pengangkutan bendalir galas tekanan digunakan terutamanya untuk saluran paip untuk mengangkut minyak dan gas asli; kelim lingkaran paip keluli dikimpal frekuensi tinggi (SY5038-83) untuk pengangkutan bendalir galas tekanan, menggunakan kaedah kimpalan pusingan frekuensi tinggi Dikimpal, jahitan lingkaran paip keluli dikimpal frekuensi tinggi untuk pengangkutan bendalir galas tekanan. Paip keluli mempunyai kapasiti galas tekanan yang kuat dan keplastikan yang baik, yang sesuai untuk kimpalan dan pemprosesan. Secara amnya, paip keluli dikimpal arka tenggelam kelim lingkaran (SY5037-83) untuk pengangkutan bendalir tekanan rendah dibuat oleh kimpalan arka tenggelam automatik dua sisi atau kimpalan satu sisi untuk air, paip keluli dikimpal arka tenggelam untuk menyampaikan cecair tekanan rendah am seperti gas, udara dan wap





